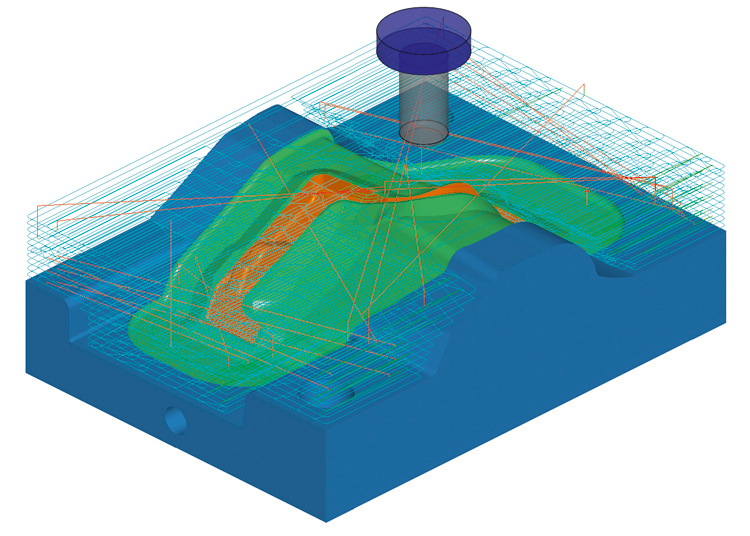
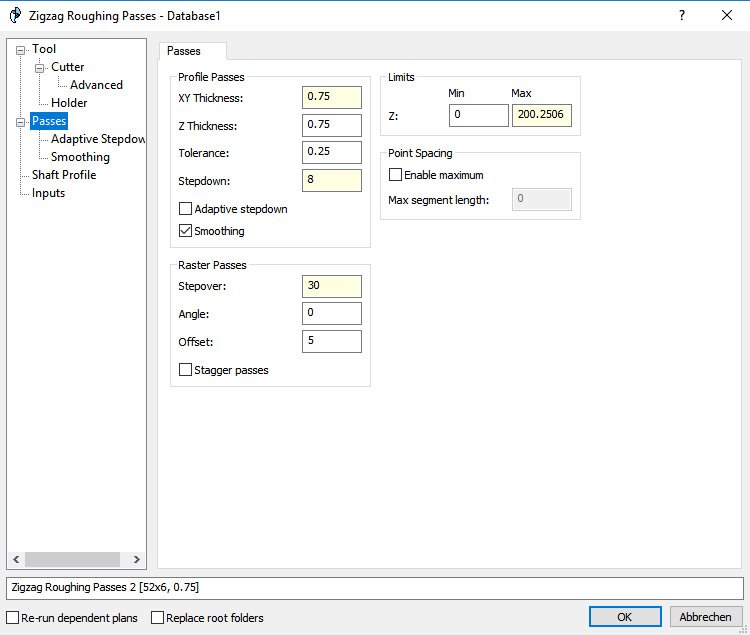
Cik-cak hrubování vytvoří přímé záběry v hladinách osy Z, podobně jako je tomu u strategií Kapsovací hrubování či u Hrubování. Jelikož jsou záběry lineární, neuplatňují se neustálé změny směru dráhy
nástroje, tak objem dat ve výstupním NC kódu je velmi malý. Před přesunutím dolů na další hladinu hrubování, je v každé hladině aplikován záběr po profilu pro odstranění nerovností kolem kontury dílu.
Při vytváření záběrů je možné záběry rozložit. To je výhodné pro dodržení minimálních nerovností na dně, v případě hrubování kulovou frézou. Při napojování cik-cak hrubovacích záběrů existují možnosti
pro jednosměrné, obousměrné a cik-cak, a při záběru po profilu je možné zvolit sousledné nebo nesousledné obrábění.
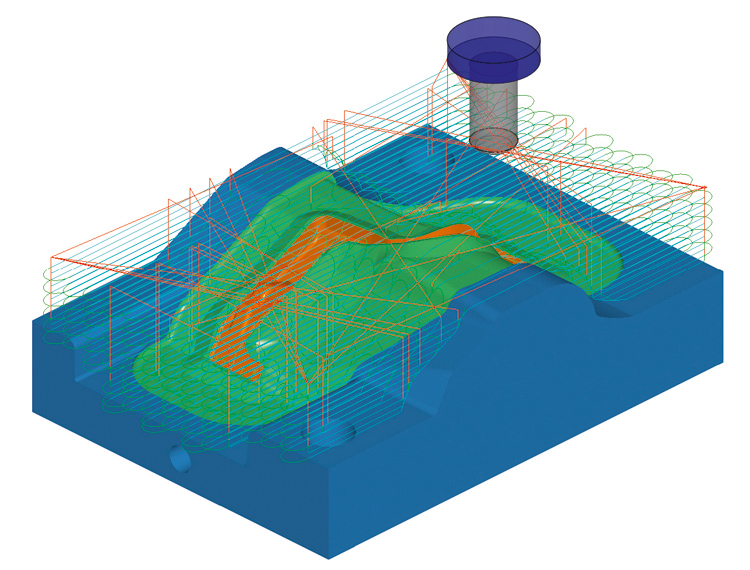
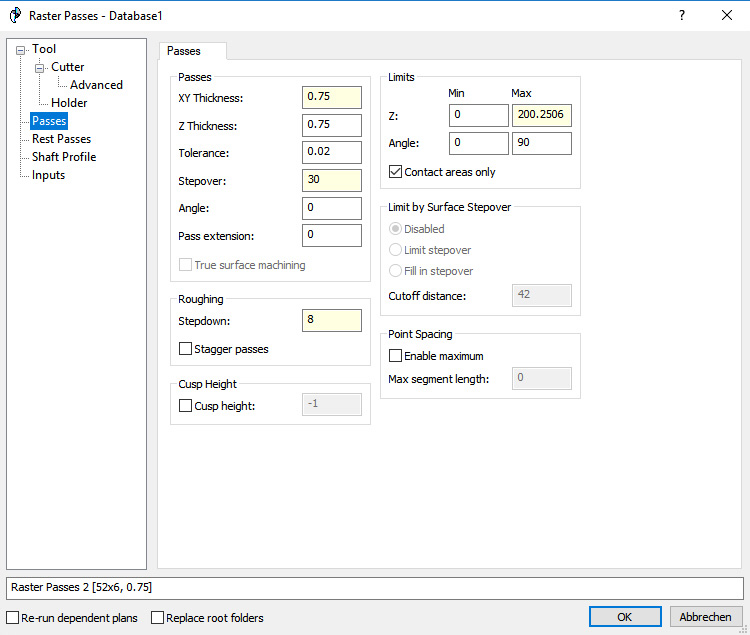
Rovnoběžné hrubování zajistí hrubování dílu pomocí strategie Rovnoběžné, která je rozdělena do hladin v ose Z. Když se nástroj v dané hladině Z blíží k tvaru, sleduje tvar až na horní úroveň dané
hladiny Z, což zajistí, že zde není ponechán velký zbytek materiálu (schod). V případě použití kulové frézy mohou být záběry rozloženy pro ponechání minimální nerovnosti na povrchu.
Možnosti napojení pro strategii jsou jednosměrné a obousměrné.